
Фрезерные работы ЧПУ
Металлообработка любой сложности на высокоточных обрабатывающих центрах с ЧПУ
Фрезерование относится к числу основных операций по обработке многих типов металлов, и применяется в широчайшем спектре производств. Современные фрезерные станки, вместо традиционного ручного управления, используют ЧПУ, что существенно расширяет их возможности.
Параметры деталей
3-х осевая обработка:
-
длина заготовки — до 1000 мм.
-
ширина заготовки — до 600 мм.
-
высота заготовки — до 600 мм.
Возможности технологии
Фрезерование на станках с числовым программным управлением позволяет осуществлять чистовую обработку разнообразных деталей и изделий как с плоской, так и с объёмной поверхностью (включая сложные формы – цилиндрические и конусообразные).
Трёхмерная фрезерная обработка возможна для всех типов металлов:
- чёрных;
- цветных;
- стали;
- различных сплавов.
Фрезерные работы включают в себя фрезерование профилей (включая такие сложные по форме детали, как различные шестерни), поверхностей (в том числе больших торцов), выточку разнообразных пазов, канавок, колодцев, карманов и окон. Таким образом, методом фрезерования изготавливается широкий спектр изделий и деталей. Наиболее востребованы сегодня фрезеровка алюминия и различных марок стали.
Фрезеровка ЧПУ: преимущества
Фрезеровка металла с применением числового программного управления обеспечивает ряд преимуществ по сравнению с обработкой на обычном фрезерном станке.
- Точность обработки. ЧПУ позволяет выполнять фрезерование с минимальными допусками, которых невозможно достичь при ручном управлении из-за человеческого фактора.
- Высокая производительность. Благодаря автоматизации процесса и сведения к минимуму функций оператора станка, производительность обработки с применением ЧПУ существенно повышается.
- Постоянный контроль. В зависимости от применения замкнутого или разомкнутого управления, производится постоянный программный контроль движения рабочих частей станка, либо его отдельных узлов.
Цены на услуги по фрезеровке
Точную стоимость заказа мы представляем в коммерческом предложении после обсуждения всех его деталей и составления технической документации. Однако во сколько ориентировочно обойдётся фрезеровка на заказ в нашей компании, можно узнать ниже.
Минимальная стоимость заказа 3000 р. с НДС
Алгоритм заказа услуг фрезерной обработки
Подготовка к работе с каждым заказом строится в нашей компании следующим образом:
- Оформление заявки на проведение работ;
- Предварительное обсуждение деталей заказа между клиентом и нашими специалистами;
- Формирование пакета технической документации (осуществляется фрезеровка по чертежам заказчика);
- Выставление клиенту коммерческого предложения.
- Оплата заказа по счету
- Срок выполнение заказа от 3 дней
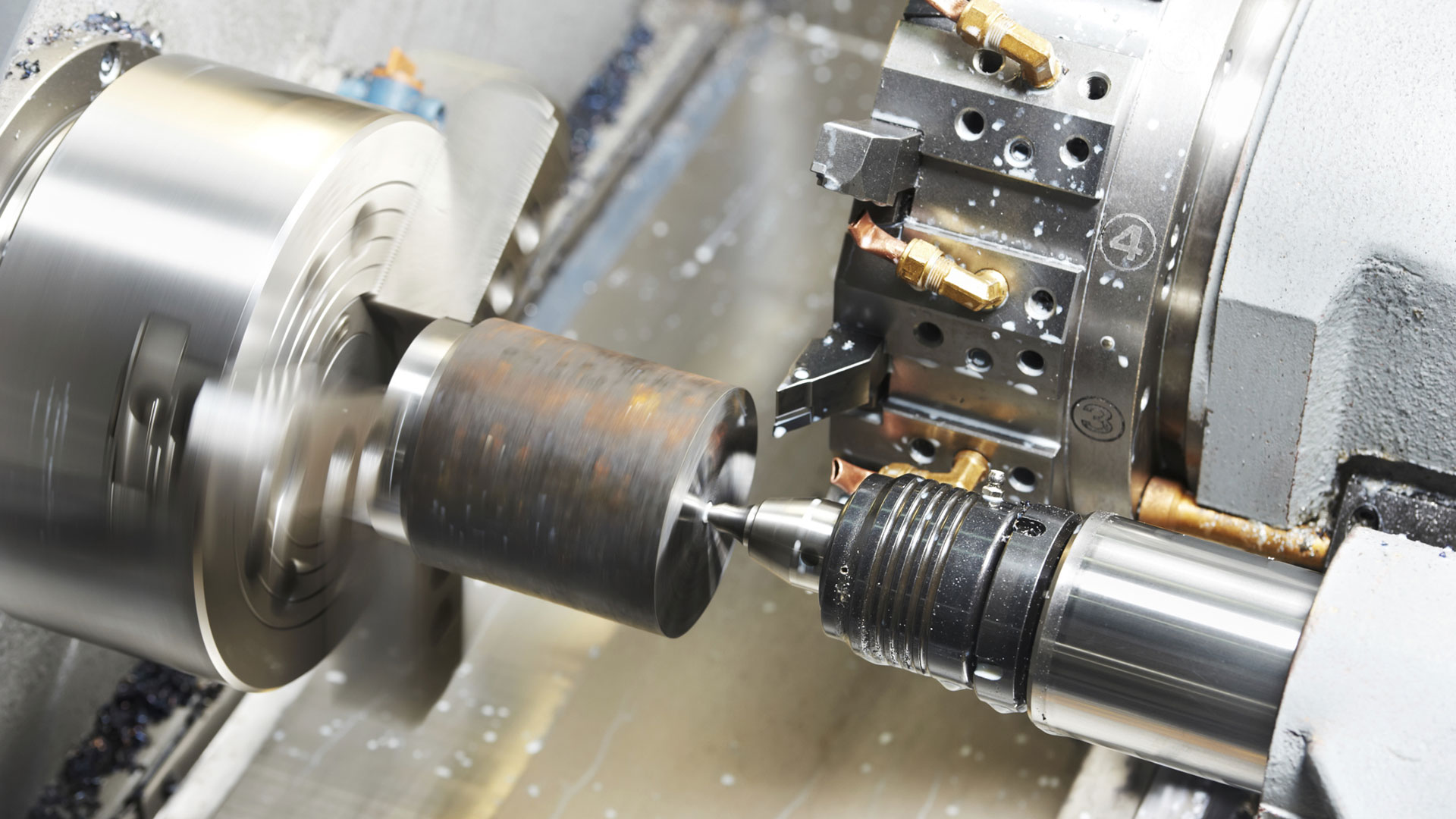
Токарные работы ЧПУ
Токарная обработка – это один из самых используемых методов механической обработки деталей.
Мы производим широкий спектр токарных операций: сверление, нарезка резьбы, расточка и многое другое. Большой парк токарного оборудования позволяет производить токарную обработку деталей любых размеров и выполнять заказы любого объема в кратчайшие сроки.
Токарная обработка изделий из следующих материалов:
-
Токарная обработка изделий из стали
-
Токарная обработка изделий из титана
-
Токарная обработка изделий из бронзы
-
Токарная обработка изделий из меди
-
Токарная обработка изделий из алюминиевых сплавов
-
Токарная обработка изделий из капролона
-
Токарная обработка изделий из полиуретана
-
Токарная обработка изделий из нержавеющей стали
Нарезка резьбы:
-
Нарезка резьбы по ГОСТ
-
Нарезка резьбы по индивидуальным требованиям заказчика
-
Нарезка метрической резьбы
-
Нарезка дюймовой резьбы
-
Нарезка конической резьбы
-
Нарезка трубной резьбы
-
Нарезка многозаходной резьбы
-
Нарезка внутренней и наружной резьбы
Изготовление изделий путем токарной обработки:
-
Замки для труб
-
Муфты
-
Шпильки
-
Втулки
-
Пальцы
-
Штуцеры
-
Переходники
-
Форсунки
-
Фланцы
-
Нестандартные болты
-
Шайбы
-
Конусы резьбовые
-
Реперы геодезические
-
Ролики
-
и многое другое…
Параметры деталей
-
Диаметр заготовки — до 360 мм
-
Длина заготовки — до 500 мм
Объем заказа
-
Штучный
-
Серийный
Электроэрозионная обработка проволокой ЧПУ
Благодаря электроэрозионной резке можно производить изделия произвольной формы, недоступные обычной механической обработке. В качестве электрода выступает молибденовая проволока толщиной 0,12-0,2 мм, позволяющая достичь точности обработки 0,0025 мм.
Границы применения электроэрозионной обработки
Все металлы относятся к токопроводящим веществам, поэтому электроэрозионная обработка применима ко всем видам сплавов. С ее помощью можно выполнять широкий спектр работ, начиная от обычной резки и сверления и заканчивая: тонким шлифованием; наращиванием поверхности и восстановлением конфигурации; упрочнением; копированием; прошивкой; гравировкой; напылением. Электроэрозионное оборудование базируется на принципе возникновения кратковременной электрической дуги, которая приводит к потере вещества катодом и анодом. При кратковременном импульсе вещество удаляется с анода, при более длительном — с катода. Современные электроэрозионные станки используют в работе оба вида импульсов. К положительному или отрицательному полюсу могут подсоединяться и рабочий инструмент и обрабатываемая деталь. Возможности электроэрозионного станка Единственное условие, которое соблюдается во всех видах станков — используется только постоянный ток. Уровень напряжения и сила тока зависят исключительно от параметров обрабатываемого металла. Частота возникновения импульсов определяется механическим сближением и отдалением электрода и рабочей поверхности — пробой возникает только на определенном расстоянии между контактными поверхностями.

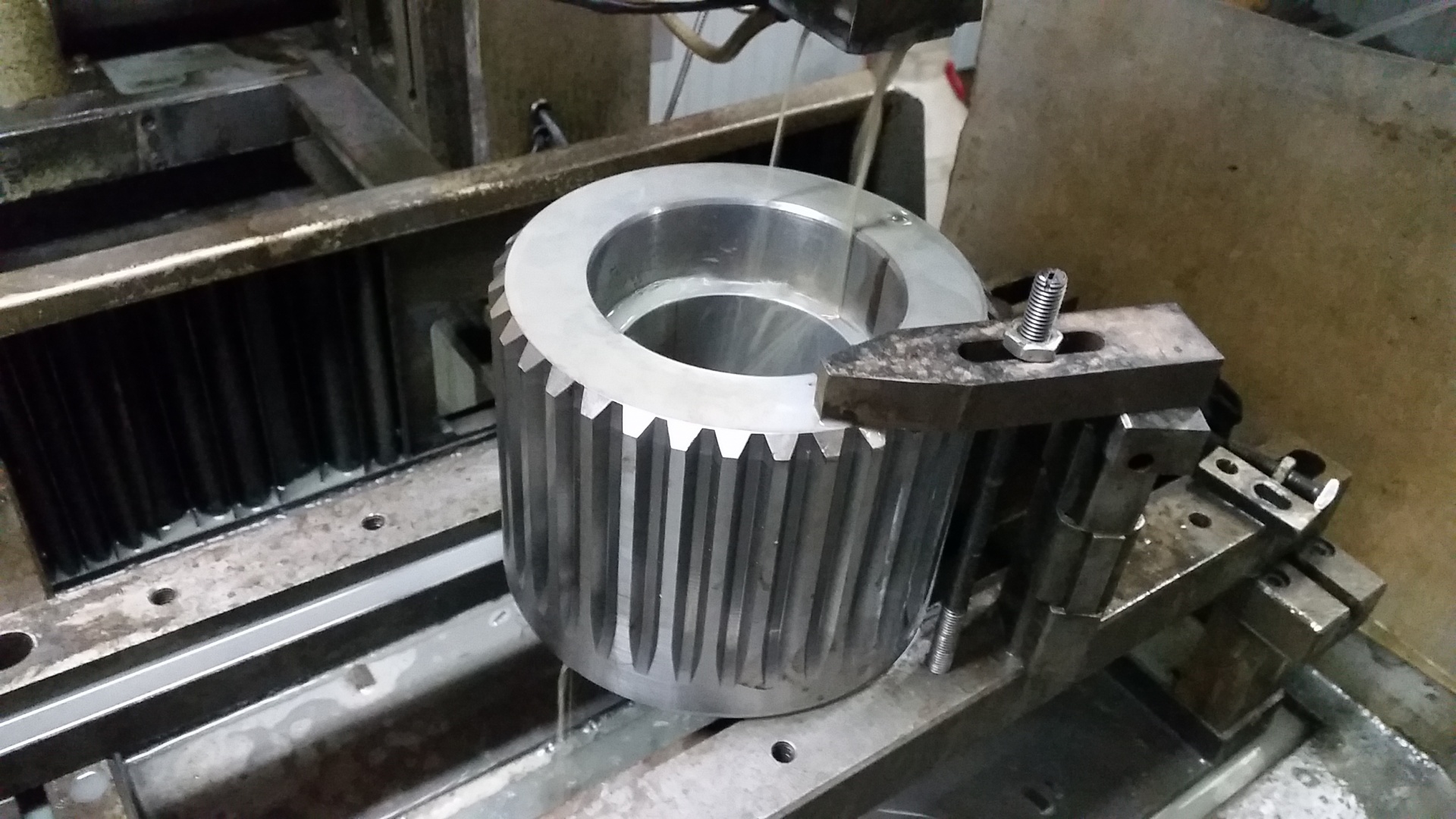
Изготовление зубчатых колес

Возможности оборудования